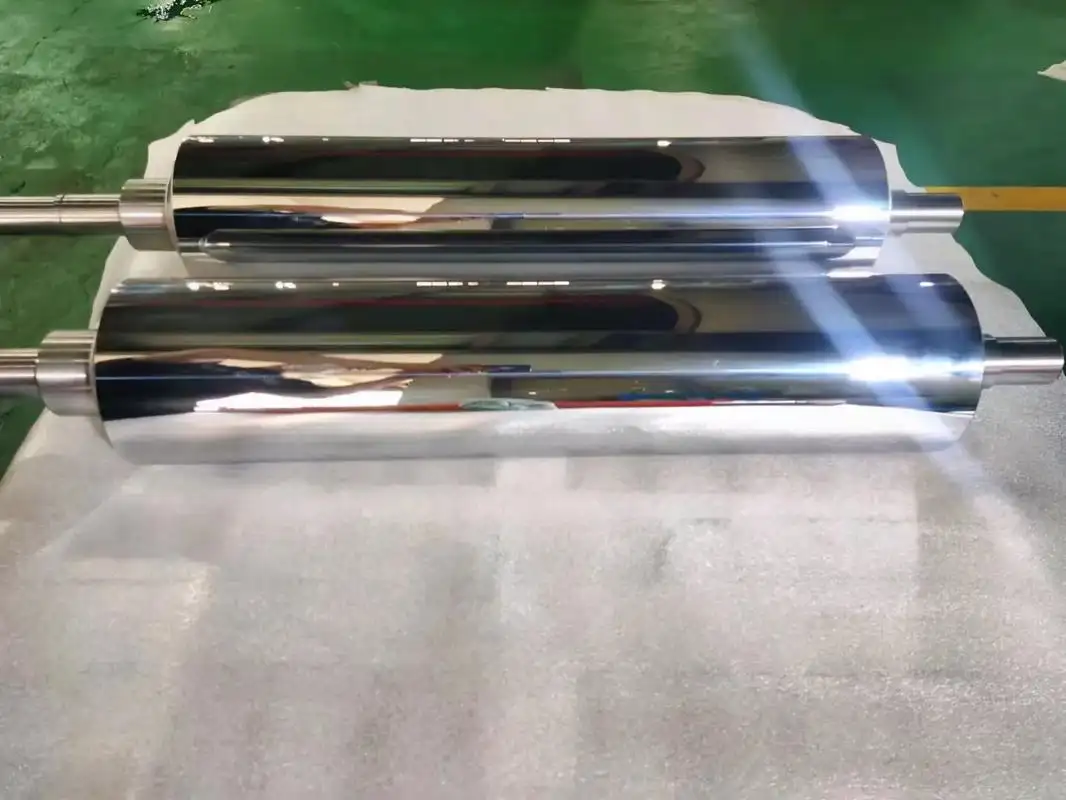
Chế tạo, Gia công, xi mạ piston thủy lực – Thủy Lực sài gòn5 (2)
Piston thủy lực là bộ phận chịu tác động của áp suất dầu thủy lực lên Tiết Diện Piston.
Đây là bộ phận chính để tịnh tiến trong toàn bộ hành trình xi lanh thủy lực.
Lực tác động trên piston thủy lực được tính theo tiết diện mặt cắt ngang của Piston thủy lực.
Piston thủy lực mang theo Seal phốt thủy lực bằng Cao Su, Pu hoặc các bộ phận làm kín khác. Mục tiêu để giữ dầu thủy lực lài trong buồng nén áp suất.
Lực tác động lên Piston thủy lực là Tổng Áp suất dầu thủy lực tác động lên tiết diện mặt cắt ngang của Piston. Điều này dẫn đến việc chúng ta dễ dàng tính toán được Lực Kéo hay đẩy của xi lanh thủy lực. Dựa theo Tiết diện piston và áp suất của Bộ Nguồn thủy lực.