
Công Nghệ Sản Xuất Bìa Carton – Xi Mạ Crom Cứng Lô Sóng Bìa Carton5 (1)
CỘNG NGHỆ SẢN XUẤT BÌA CARTON, XI MẠ CROM CỨNG CHỐNG MÀI MÒN THIẾT BỊ SẢN XUẤT BÌA CARTON Khi nền kinh tế quốc gia
CỘNG NGHỆ SẢN XUẤT BÌA CARTON, XI MẠ CROM CỨNG CHỐNG MÀI MÒN THIẾT BỊ SẢN XUẤT BÌA CARTON Khi nền kinh tế quốc gia
Công nghệ mạ crom tiên tiến, lớp phủ chất lượng cao, rút ngắn thơi gian, giảm chi phí đầu tư.
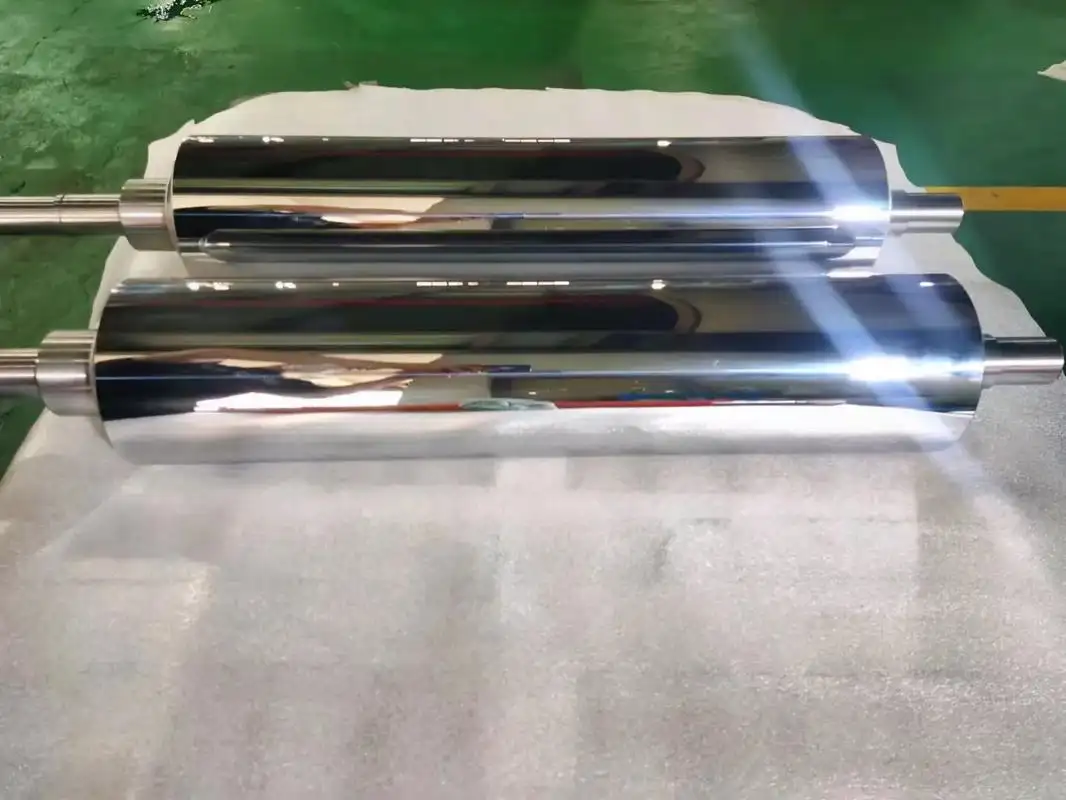
Mạ crom cứng là gì? Lớp phủ crom điện phân 20–1.500µm, độ cứng 62–72 HRC theo AMS 2460, chống mài mòn, chống dính, phục hồi kích thước ty ben, trục cán, khuôn mẫu. Bảo hành 12 tháng.