

XI MẠ CROM5 (1)
XI MẠ CROM LÀ GÌ – Xi Mạ Crom là phương pháp Mạ phủ kim loại Crom lên bề mặt vật mạ. Ở đây, độ
ỨNG DỤNG LỚP XI MẠ CROM CỨNG5 (1)
Công nghệ mạ crom tiên tiến, lớp phủ chất lượng cao, rút ngắn thơi gian, giảm chi phí đầu tư.

Sữa chữa rulo, Trục Cán5 (1)
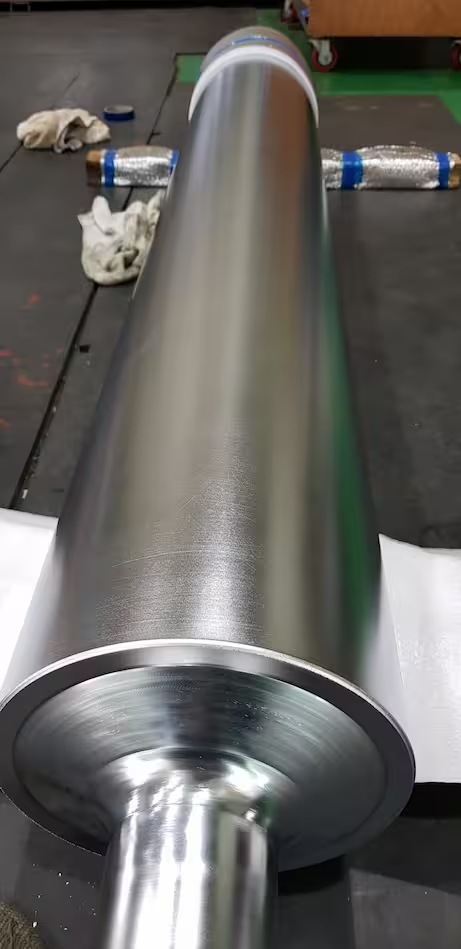
Sữa chữa rulo, trục cán. Rulo Trục Cán là các bộ phận trong các máy cán. Có thể kể tên các dòng máy cán sử

Phục hồi trục4.5 (2)
bề mặt lô trục sẽ đạt được độ phẳng tiêu chuẩn và độ đồng đều về kích thước.

Hoàn Thiện Bề Mặt Kim Loại5 (3)
HOÀN THIỆN BỀ MẶT KIM LOẠI Hoàn thiện bề mặt kim loại là khâu cuối cùng để hoàn thiện sản phẩm. Sản phẩm sau khi
Mạ Crom Cứng Là Gì? Tất Tần Tật Từ A-Z [2026]4.7 (7)
Mạ crom cứng là gì? Lớp phủ 20-500 µm tăng độ cứng 800-1200 HV, chống mài mòn, phục hồi kích thước. Ứng dụng: ty ben, trục cán, khuôn mẫu. Xem ngay!
Mục lục
Mạ Crom Cứng Là Gì?
Bảng So Sánh Độ Cứng Lớp Mạ Crom-Wolfram & Các Lớp Phủ Khác
Tính Chất Vật Lý & Hóa Học Của Lớp Mạ Crom Cứng
Ưu Điểm Vượt Trội Của Mạ Crom Cứng Trong Công Nghiệp
Độ Dày Lớp Mạ Crom Cứng Theo Nghiên Cứu Khoa Học
Công Nghệ Mạ Crom Cứng Tiên Tiến Tại Thủy Lực Sài Gòn
10 Sản Phẩm Ứng Dụng Mạ Crom Cứng Phổ Biến Nhất

PHỤC HỒI CHI TIẾT MÁY5 (4)
Việc các loại máy móc công nghiệp gặp sự cố dẫn đến việc hư hỏng là việc thường xuyên xảy ra trong quá trình sản
THUỶ LỰC SÀI GÒN5 (1)
THUỶ LỰC SÀI GÒN Chúng tôi chuyên gia công, sửa chữa và phục hồi chi tiết máy công nghiệp với chất lượng và độ chính